冲压基础知识 小白必看(7)
2023-03-16 来源:你乐谷
3、多个工件同时成形: 产量较大时,采用多件同时冲压,可使模具费,材料费和加工费降低,同时有利于成形表面拉力均匀。
4、冲压过程的自动化及高速化:在大批量生产中采用自动化时,虽然模具费用高, 但生产效率高,产量大,分摊到每个工件上的模具折 旧费和加工费却比单件小批量生产时要低。
5、提高材料利用率,降低材料费:在冲压生产中,工件的原材料费占制造成本的60%左右,所以节约原材料,利用材料有非常重要的意义。提高材料的利用率是降低冲压件制造成本的重要措施之一。
三、冲压常见的缺陷
3.1、冲压毛边过大
3.2、冲压缺料
3.3、冲压时有拉痕,压伤.
3.4、冲压是有气孔,裂纹
.3.5、冲压变形
3.6、冲压尺寸不良.
四、冲压零件的表示法
4.1、零件的各种表达方法表达零件外形方法有如下几种:
(1) 基本视图主视图、俯视图、左视图、右视图、仰视图、后视图基本视图在一张图纸上放置,如按基本视图的展开位置放置,各视图名称一律不加标注,否则应在视图的上方标出视图名称¡°X¡±向,并在相应的视图附近用箭头指名投影方向,并注上同样的字母。
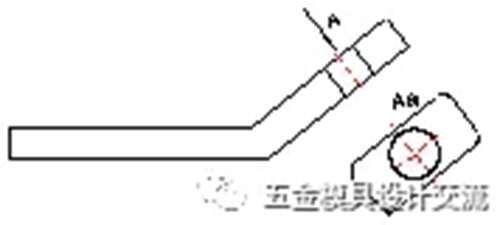
(2) 斜视图当零件的表面与投影面倾斜时,附加一与零件表面平行的辅助投影面并进行投影,所得的视图叫斜视图。
(3) 局部视图将零件的某一部份向基本投影面投影,所得的视图称为局部视图。
4、冲压过程的自动化及高速化:在大批量生产中采用自动化时,虽然模具费用高, 但生产效率高,产量大,分摊到每个工件上的模具折 旧费和加工费却比单件小批量生产时要低。
5、提高材料利用率,降低材料费:在冲压生产中,工件的原材料费占制造成本的60%左右,所以节约原材料,利用材料有非常重要的意义。提高材料的利用率是降低冲压件制造成本的重要措施之一。
三、冲压常见的缺陷
3.1、冲压毛边过大
3.2、冲压缺料
3.3、冲压时有拉痕,压伤.
3.4、冲压是有气孔,裂纹
.3.5、冲压变形
3.6、冲压尺寸不良.
四、冲压零件的表示法
4.1、零件的各种表达方法表达零件外形方法有如下几种:
(1) 基本视图主视图、俯视图、左视图、右视图、仰视图、后视图基本视图在一张图纸上放置,如按基本视图的展开位置放置,各视图名称一律不加标注,否则应在视图的上方标出视图名称¡°X¡±向,并在相应的视图附近用箭头指名投影方向,并注上同样的字母。
(2) 斜视图当零件的表面与投影面倾斜时,附加一与零件表面平行的辅助投影面并进行投影,所得的视图叫斜视图。
(3) 局部视图将零件的某一部份向基本投影面投影,所得的视图称为局部视图。

 年龄最小小的番号
年龄最小小的番号











